

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Сверхтвердые режущие инструменты 1 2 3 4 5 6 7 8 9 10 11 12 [ 13 ] 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105   - -\ Вид а Иомпозит 0,5 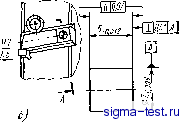 Рис. 2.14. Фреза торцовая насадная нерегулируемая с механическим креплением неперетачиваемых прецизионных пластин из композитов 01, 05 и 10Д: о - общий вид: б - конструкция: / - пластина; 2 - корпус; 3 - качающийся при-кват; 4,6 - винты; 5 - клин  i 1 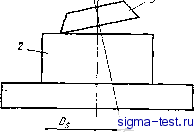 Рис. 2.15. Фреза торцовая насадная Рнс. 2.16. Рекомендуемая схема фрезе-ступснчатая нерегулируемая с механи- рования с наклоном шпинделя: ческим креплением круглых неперета- ; - стол станка; 2 заготовка; 3 -фреза чиваемых прецизионных пластин нз композита 05 станках с ЧПУ (диаметр 80 и 100 мм). Глубина резания однорядными фрезами - до 3 мм, ступенчатыми - до 6 мм. Продольные подачи - не более 0,1 мм/зуб. Параметр шероховатости обработанной поверхности серого чугуна Ra = 0,8 ... 6,0 мкм. Таким образом, с помощью сборных фрез из композита обеспечиваются тонкая, чистовая, получистовая обработка, а также фрезерование чугунов по корке непосредственно после литья в широком диапазоне глубин резания и подач взамен шлифования и фрезерования твердосплавным инструментом. Фрезы со вставными ножами менее удобны в эксплуатации, так как для них требуются повторные заточки. Поэтому их применение ограничивается, как правило, обработкой заготовок на шлифовальных станках взамен шлифовальных кругов, когда подачи очень велики (более 1,5-2 м/мин). На фрезерных и расточных станках при обработке открытых и полузакрытых плоскостей корпусных деталей наиболее целесообразно при.менять регулируемые фрезы с механическим креплением точных пластин. Для сокращения рабочего хода фрезы и уменьшения износа пластин из композита ось шпинделя станка следует наклонять на угол до 30 (рнс. 2.16). зитов 05 и ЮД (рис. 2.14), ступенчатые -с пластинами из композита 05 (рис. 2.15). Сравнительно небольшое торцовое биение (у однорядных фрез 0,02-0,05 мм, у ступенчатых - 0,04-0,07 мм в зависимости от диаметра) достигается высокой точностью изготовления соответствующих конструктивных элементов и использованием прецизионных пластин. Однорядные фрезы удобны в эксплуатации, особенно на сверлильно-фрезерно-расточных Создан новый вид инструмента, оснащенного пластинами из композита 05, - зенковки для обработки отверстий в высокоабразивных углепластиках (рис. 2.17). По сравнению с цельными твердосплавными зенковками эти зенковки в 4 раза дороже, однако стойкость их в 20 раз выше. Кроме того, качество обработанной поверхности существенно ......... выше: после обработки 8-10 отверстий твердосплавной зенковкой появляются отслоения углепластика, трещины, увеличивается шероховатость, тогда как после обработки даже 200 отверстий зенковкой с пластинами из композита 05 эти явления отсутствуют. За рубежом производят режущие элементы из СТМ на основе нитри-  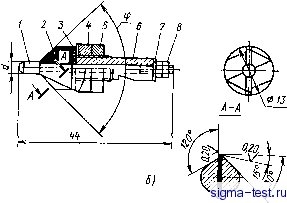 Рис. 2.17. Зенковка с механическим креплением пластин из композита 05: а - общий вид; б - конструкция d = 3 ... 6 мм; ф равно 90° и 120°; / - направляющий штырь; 2 - специальная пятигранная перетачиваемая пластина из композита 05; 3 - демпфирующая шайба; 4 - корпус; 5 - контргайка; 6 - полый винт-хвостовик; 7 - шайба; 8 - гайка да бора: боразона - фирма Дженерал Электрик (США); амборита - фирмы Де Бирс (Великобритания); сумиборона - фирма Сумитомо Электрик (Япония). Эти режущие элементы используют для производства инструмента многие фирмы в Европе, Америке и Японии. Режущие элементы изготовляют в двух исполнениях: цельные (амборит) и двухслойные (боразон, сумибо-рон). Преимущество цельных пластин из абморита - удвоенный ресурс работы по сравнению с односторонними двухслойными пластинами, а двухслойных режущих элементов с тонким (около
|
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


