

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Сверхтвердые режущие инструменты 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 [ 21 ] 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 гранные отверстия, что позволяет обслуживать резец как со стороны опорной поверхности резца, так и сверху (рис. 2.33). Для обработки чугуна применяют прихват без стружколома. Для крепления пластин из керамики без отверстия используют резцы Т-тах с креплением прихватом и регулируемым стружкол омом. В державках SEC-40 прихват имеет винт с разнонаправленной резьбой без стружколома. Для обработки стали резцом с регулируемым стружколомом применяют прихват с креплением болтом с однонаправленной резьбой (державка SEC-20). Для крепления пластин с центральным цилиндрическим отвер- 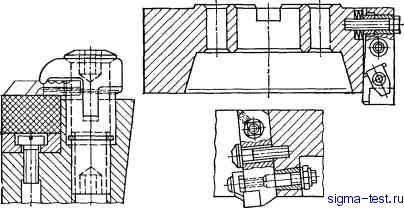 Рис. 2.33. Узел крепления резца с регулируемым стружколомом фирмы Фельдмюлле Рис. 2.34. Сборная торцовая фреза с регулируемыми вставками с пластинами из керамики фирмы Фельдмюлле стием Диас Тырнов и некоторые другие предприятия применяют конструкции резцов, аналогичные конструкциям резцов с твердосплавными пластинами: крепление в глухие гнезда державок с подтяжкой на боковые базовые поверхности качающимся штифтом, рычажком и др. Выпускают сборные многоступенчатые резцы для чистовой и черновой обработки. Фрезы изготовляют однозубые (ЕВ) и многозубые (MFS) диаметром 80-500 мм, фрезы с керамическими пластинами SN80 и SH1 специальной формы. Квадратные пластины устанавливают в резцовых вставках, которые помещают в корпус фрезы. Для чистового фрезерования выпускают специальные резцовые вставки с очень точной регулировкой (рис. 2.34). Для выполнения предварительной и окончательной обработки заготовок за один рабочий ход в корпусе фрезы устанавливают специальную режущую вставку, в которой квадратная зачистная пластина смещена относительно черновых зубьев на 0,05 мм и 3* 67 имеет главный угол в плане ф = 89,5°; таким образом, достигается эффект широкой зачистной пластины. Торцовые фрезы SEC-ACEDNF 4000 с пластинами специальной квадратной формы CSN43MT из керамики NB90M выпускает фирма Сумитомо . Эти фрезы оснащают также пластинами из твердых сплавов. Фрезы выпускают диаметром D, равным 80, 100, 125, 160, 200, 250, 315, 400 и 500 мм, с числами зубьев соответственно 6, 8, 10, 12, 16, 20, 24, 32 и 40. Кассету, имеющую гнездо под режущую пластину, помещают Б выемке корпуса фрезы и закрепляют винтом. Пластину зажимают клином, имеющим центральное отверстие для винта с разнонаправленной резьбой. Особенности конструкции расточных головок зарубежного производства. Для обработки отверстий фирма Фельдмюлле выпускает прецизионные расточные головки для станков с ЧПУ и многоцелевых, устанавливаемые в стандартные оправки для растачивания отверстий диаметром 40-65 мм. Зарубежные фирмы выпускают резцы с пластинами из керамики как правого, так и левого исполнения, что позволяет применять инструменты на станках с ЧПУ и многоцелевых, а также Б гибких автоматизированных системах. Диас Тырнов выпускает широкий ассортимент державок резцов - свыше 14 типов. Корпус державки выдерживает обработку до 300 режущих пластин. Фирма Сандвик Коромант отмечает высокую эффективность применения керамики в инструментах, применяемых на станках с ЧПУ и гибких автоматических переналаживаемых участках; она выпускает 17 типов державок для универсальных станков и станков с ЧПУ и 7 типов резцовых головок с пластинами TNGN, RNGN, DNGN для участков с автоматической сменой инструмента. Для фрезерования фирма Сумитомо Электрик выпускает торцовые фрезы диаметрами 100-250 мм двух типов, десяти типоразмеров. Фирма Фельдмюлле производит чистовые фрезы MFS шести типоразмеров. 3. ОСНОВНЫЕ ЗАКОНОМЕРНОСТИ РЕЗАНИЯ МАТЕРИАЛОВ ИНСТРУМЕНТАМИ, ОСНАЩЕННЫМИ СТМ И КЕРАМИКОЙ 3.1. Точение и фрезерование инструментами, оснащенными СТМ На основании опубликованной информации можно сделать следующие выводы об основных закономерностях резания инструментом из СТМ. Износ резцов из композитов 01, 02 и 10 - сложный процесс с преобладанием при непрерывном точении адгезионных явлений. С увеличением контактных температур в зоне резания свыше 1000 °С возрастает роль теплового и химического факторов: интенсифицируются диффузия и химический распад нитрида бора, фазовый 5 а-переход, абразивно-механическое изнашивание. Поэтому при точении сталей со скоростями 160-190 м/мин износ резко возрастает, а при v 220 м/мин становится катастрофическим почти независимо от твердости стали. При прерывистом точении (с ударом) преобладает абразивно-механическое изнашивание с выкрашиванием и вырывом отдельных частиц (зерен) инструментального материала; роль механического удара возрастает при увеличении твердости матрицы обрабатываемого материала и объемного содержания карбидов, нитридов и т. п. Так, при точении с ударом закаленной быстрорежущей стали с HRC, 62-64 или твердого сплава резцы из композитов 01 и 10 одинаково неработоспособны вследствие механического разрушения кромки, а при точении серого чугуна наличие ударной нагрузки не сказывается на стойкости резцов из этих СТМ. Повышенная ударная вязкость композита 10 проявляется в более высокой стойкости по сравнению с композитом 01 при точении с ударом закаленных конструкционных и легированных сталей и твердых чугунов с HRC;, 40-60. Наибольшее влияние на износ и стойкость резцов при непрерывном точении сталей оказывает скорость резания, при точении с ударом - скорость и подача, при точении чугунов - подача, причем обрабатываемость ковких чугунов ниже, чем серых и высокопрочных. Стойкость резцов возрастает (в среднем до 1,5 раз) при увеличении угла е и радиуса г при вершине резца, а также при точении с охлаждением. Характер износа и стойкость резцов с пластинами из композита прямо зависят от жесткости станка. Так, при точении на старом малой жесткости станке преобладает износ режущей кромки - микровыкрашивания, а на новом станке той же модели - абразивно-механическое истирание задней поверхности.
|
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


