

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Гальванические покрытия в машиностроении 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 [ 36 ] 37 38 39 вт, , 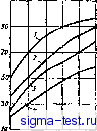 20 3D К JO t/C Рис. 5. Влияние температуры на выход золота по току в лимоннокислом электролите с содержанием 10-12 г/л Au при рН4.2 и плотности тока, А/дм; / - 0.15; 2 - 0,3; 3 - 0,5; 4 - 1.0 Существенное гияние на процесс мектролиэа оказывает и природа катиона цианида. Использование калиевых солей обосновано тем, что комплекс KAu{CN)j по сравнению с натриевым обладает в 5 раз большей растворимостью, и вследствие этого пассивирование золотых анодов наступает при более высоких плотностях тока. Цианистые кислые электролиты по-вволяют проводить -золочение при ана-чительно больших плотностях тока (до 1,5 А/дм*), чем в щелочных. Но с увеличением плотности тока выход металла по току уменьшается и тем в большей степени, чем ниже температура н рН электролита (рнс. 5 и 6). Голярияуемость катода в кислых влектролитах меньше (см. рис. 3), чем в щелочных, поэюму и рассенва-вг, % Рис. е. Влияние рН иа выход золота ло тоау ш лимоннокислом эдектролпге при одотлйсти тока, А/дм*з 1 - 0,16; г - 0,7 ющая способность их тоже меньше примерно в 2-2,5 раза. К недостаткам их относят также низкий выход по току (40-50%), повышенные внутренние напряжения получаемых осадков и необходимость наличия вентиляции, так как в процессе эксплуатации электролита может образовываться цнаи, а также окисление лимонной кислоты на аноде. Составы цианистых электролитов и режимы золочения представлены в табл. 6. Электролиты JVfe I и 2 наиболее часто употребляемые в практике. Они обеспечивают получение мелкокристаллических осадков и пригодны для покрытия сложиопрофилированных деталей. Золочение нз них производят с растворимыми (золото 999,9-й пробы) ли нерастворимыми анодами (сталь марки 12Х18Н9Т, платинированный титан). Электролиты № 3 и 4 представляют собой цианистые кислые (лимоннокислые) электролиты. Первый из них применяют при обработке деталей преимущественно иа подвесках, второй - при золочении насыпью. Они дакуг светлые, а при повышенной температуре - яолублестящие осадки. Обработку в электролите № 3 производят при движении катодной штапги илн перемешивании раствора. В случае золочения движущейся проволоки электролиз ведут при температуре 60-80° С и плотности тока 5-6 А/дм*. В электролитах допускается заменять 50 % лимонной кислоты эквивалентным количеством трех5амещенного лимоннокислого калия. Электролит .fe 5 применяют для предварительного золочения перед нанесением сплавов золотв иа медь я ее сплавы, медные и никелевые покрытия. В качестве анодов в электролитах Ms 3-5 рекомендуется применять платину или платинированный титаи, ио применяют также сталь 12XI8H9T. Для уменьшения количества железа, выделяющегося в электролит, стальные аноды в нерабочее время вынимают нз ваий и храпят в дистиллированной воде. Соотношение Sa : S == Й ; I (не менее). Железистосннеродистые и этилен* диаминовые электролиты Кроме цианистых разработаны также желе-знстосинеродистые, сульфитноэтилен-диаминовне (на основе комплекса na3.\u(S0:,)3, .NajSO., и эти.теггдиамнна или тр1!лоит Б) и другие электролиты. Все они по качеству получаемых осадков и дру нм показателям уступают цианистым электршгнтам. Практгчесгюс примене. те г.з них полу< ил лишь ме-лезистоса е одкстый электролнг Ks 6 (см. табл. С) Пригото .. сние цианистых щелочных электрод .гсп осуществляют [;утем последовательного растворения KCN н дициансаурата калия в обессоленной воде. Электролит фильтруют в рабочую ванну, долнваот водой до нужного объема и перемешивают. При отсутствии KAii(CI\)2 его приготовляют рас-твсрениеу. металлического золота Для приготовления лн..юкнокислых электротитоз растворяют лимонную кислоту (и лпмснноккслый калий) в воде, доЕсДят рН 20 %-ным раствором КОН до 3,5-4,2. После этого вводят раствор дмцпгкоаурата калия, доводят объем зле.ст слита до требуеюго, перемешивает, замеряют рН и корректируют его Ju-HbiM раствором НаР04 илн лимон; oii кислотой. Для приготовления желе.зистосЕпе-родистого электролита все ко.>.;-оненты его расзоряю: отдельно Б небольших объемах воды. Хлорное золото рекомендуют нейтрализовать раствором KjCOa ло Л!;екращенкя выдел км пузырьков углекислого газа. Затем рас- . Составы цианистых н жслеэис ,осинеродистых электролитов (ж.л) эслоченип и режимы оса.1!1;генид творы avctc 1.сзосн=рродистого и угле-кис того I а ип сливают в.иестс, нагреваю до кипения п вводгт горячий раствор хлорного золота. Полученный р- твср кипятят 4-5 ч, фильтруют, вг -дят в него KCNSh перемешивают, пос .е чею он пригоден к эксплуатации. Прн работе с нераствори% ымн aim-дами kotihiectbo металла, еыделяем(в на [юкрываемых деталях и уносимое ими при выгрузке из ваниы, комг.ен-сируют путем периодического или псн стоянного добавления коннентрирован-ного раствора золотя. Кроме того, периодически проигводлт хсрректи-рование всех компонентов этс!ч1ро.тита по данным унмическсго а11ал1за. Для частичного удал вил: кгбона-тсв цианистые щедочнье э.гтектролиты охлаждают до -5С и декантируют. Удаление карбонагов пранзпсдят также осаждением нх Са(К0з).1, Ba(CN)2 и кислым Саэ(Р04).. Для облегчении фильтрации оса!кдение [рОЕодят медленно в горячем растворе с таким расчетом, чтобы осадах состоя.1 нз крупных легко фильтруемых кристаллов. ЗОЛОЧЕНИЕ БЕЗ ВНЕШНЕГО ТОКА В табл. 7 приведены иянболее часто применяемые составы- растворов и режиыы контактного и химического золочения.
7. Составы растворов (г/л) контактного н химического золочения II режимы осаждения
Растворы ,№ 1 и 2 в табл. 7 применяют для осаждения покрытий толщиной около 0,1 ыкм иа основы из никеля (раствор № 1), меди и медных сплавов (раствор № 2). Покрытия получаются плотными, глянцевыми и обладают хорошим сцеплением с поверхностью деталей. Корректирование кислотности раствора № I производят раствором Из раствора № 3 наносят покрытие химическим способом на медь и ее сплавы. Оно имеет меньшую пористость и соответственно более высокую защитную способность, чем у электро-осажденных покрытий той же толщины. Нормальное протекание процесса происходит при плотностях загрузки, не превышающих 1-2 дмл. Скорость осаждения покрытия составляет ~1 мкм/ч. Корректирование рН производят раствором NHjCl. Для восстановления истертых участков покрытия применяют контактно-механическое золочение. Око заключается в натирании поверхности детали волосяными щетками увлажненной смесью поваренной солн и порошка металлического золота в соотношении 4 ; I. ПОКРЫТИЯ СПЛАВАМИ НА ОСНОВЕ ЗОЛОТА Введение в состав золотых осадков Со, Ni, Си, .g, ЬЬ, Fe, In к других металлов дает возможность получать сплавы с зй1)анее заданными свойствами. Как правило, такие сплавы харак- теризуются мелкокристаллической структурой, отсутствием пор прн толщине свыше 3 мкм, повышенным блеском, твердостью и износостойкостью. Некоторые свойства основных сплавов на основе золота представлены в табл. 8. Для осаждения сплавов наиболее часто используют электролиты, приведенные в табл. 9. Электролит № 1 предназначен для получения малонапряжеиных защитно-декоративных покрытий нз сплава Ан с Со, обладающего твердостью и износостойкостью в 1,5-3 раза боль- 8. CBoflCTRa основных сплавов иа основе золота
1111 I I I i i i cl I I I I I I lllll 111 1111- 1 I I I I I I I I I I i.-.gi I w о - I I I I I I I I I 1 i 1 J, I I I I T I lllll 1 III I I T Ir lllll I I I I I 1 I i-gi I I I I I 111 111 I I I I 1
5 i? V, о. У. - Д с I I I о S I ;:- g о- f lllll dc со - о - о о о О! i I I I I л о ю о - О! с! - о - fj о 1Л I I I о - 06 Ф ( §3 о S I I I о - л (D I с, * П ь. -.f с о О! lllll Ю со (ч. -. о V о о : ф о о О! i i i I ° ° g I I I in eC lllll ift о о -* rt x iC ss. a *r о OK ШИШ1. чем у чисто золотых покрытий. Лимоннокислые электролиты Л 2-4 позволнют получать блестящие, с высокой HSHocoCTOHKocTiio сплавы золота с никелем. В связи с применением нерастворимых анодов электродiiTi.i кср)ектируют периодическим или непрерывным добавлением 10-15 %-ного раствора KAg(CN) . Элсктро.тты № 5-7 применяют для оса;кдрнпя сплавов золота с содержанием серебра соотестстпснпо (мае. доля, -2,5-27,5; 7,5-12 3 и 5-10. Износ! ст, икосп. таких покрытий составляет ссответствснно 450, 400 и 300 и по сравнению с покрытиями 9олс;о,>г, а удельное электрическое сопроти;.теине 8,9; 8,0 и 5,0 мкОм-см. Электролит К: 5 применяют в процессе двухслс.кого золочеиня корпусов часов, а электролиты .No О 

