

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Зубчатые колеса передачи 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 [ 62 ] 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 кой 5 и без нее (рис. 113, г) не должен превышать 0,005 мм. Осевой зазор шпинделя без контр поддержки не более 0,01 мм. Шевер на шпиндель станка устанавливается по скользящей посадке. Если при установке будет отмечена тугая посадка, то необходимо проверить шпонку или внешний диаметр шпинделя, нет ли забоин и заусенцев. Устанавливать шевер на шпиндель станка ударом молотка категорически запрещается. После установки и закрепления шевера S на шпиндель станка (рис. 113, д) необходимо проверить точность его установки по торцу. Биение торца шевера диаметром до 300 мм не более 0,02 мм, диаметром 240 мм --0,015 мм и диаметром 180 мм - 0,01 мм. Прежде чем начать шевером работать, необходимо некоторое время вращать его на вспомогательном ходу и хорошо смочить охлаждающей жидкостью, чтобы предотвратить от возможного задира. Установка угла скрещивания осей шевера и колеса. Метод шевингования, как известно, основан на продольном скольжении профилей зубьев в результате скрещивания осей. С увеличением угла скрещивания осей съем стружки увеличивается, но уменьшается зона контакта между зубьями шевера и колеса, а следовательно, и направляющее действие зуба шевера во впадине колеса, в результате чего снижается точность обработки и стойкость шевера. При уменьшении угла скрещивания зона контакта и направляющее действие увеличиваются. При нулевом угле скрещивания резание практически не происходит. Угол скрещивания осей у определяется как сумма при одинаковом направлении линии зуба колеса Р и линии зуба шевера Рш Y = Р + Pjh и как разность при разноименном направлении: Y Р - Рш- Пр винговании прямозубых колес угол скрещивания равен углу наклона линии зуба шевера. Для обработки обычных сталей угол скрещивания применяют в пределах у = 10-г-15°, внутренних венцов и блочных колес Y = Зч-Ю, чугуна, цветных металлов и пластмассы у == 20°. Вследствие ухудшения условий резания следует избегать применения малых углов скрещивания. После установки угла скрещивания осей шевингуют деталь на небольшую глубину без движения стола и проверяют контакт. Следы резов всех режущих зубчиков на длине L должны быть одинаково заметны на профиле зубьев (см. рис. 111, б). Если отпечатки резов неодинаковые, необходимо соответственно исправить угол скрещивания осей до получения всех отпечатков зубьев. Затем деталь шевингуют и производят измерение направления линии зуба на приборе или проверяют по пятну контакта с измерительным колесом. По результатам измерения производят подналад-ку станка. Грубая регулировка угла скрещивания производится поворотом шпиндельной головки по лимбу с помощью лупы, точная - индикатором. Выбор режимов резания. Окружная скорость шевера выбирается в зависимости от стойкости инструмента, обрабатываемого магериала, его твердости, шероховатости поверхности, размера и массы колеса. Обычно хорошие результаты достигаюгся при окружной скорости на делительном диаметре Vo 120 м/мин. С увеличением скорости стойкость шевера уменьшается. Частота вра-щ,ения шевера (об/мин) определяется по формуле lOOOtiQ гтл где 2ш - число зубьев шевера. Частота вращения п обрабатываемого колеса определяется по формуле где г - число зубьев обрабатываемого колеса. Продольная подача выбирается в пределах Snp = 0,15-г--=-0,5 мм/об колеса. Хорошие результаты получают при $пр = 0,25 мм/об колеса. Минутная подача s (мм/мин) определяется по формуле Sj, = = 5прП или, заменяя Snp = 0,25 мм/об, получим s, = 0,25 . С увеличением продольной подачи увеличивается производи-гельность, но ухудшается шероховатость поверхности и точность. Когда шероховатость поверхности имеет большое значение, например, для колес авиационных и судовых двигателей и легковы.х автомобилей, подача уменьшается, для тракторных колес - подача увеличивается. Если диаметр обрабатываемого колеса значительно меньше диаметра шевера, то рекомендуется окружную скорость шевера уменьшить, а продольную подачу увеличивать, и, наоборот, когда шевер меньше колеса, то окружную скорость шевера следует увеличивать, а продольную подачу уменьшать. Рекомендуемые припуски под шевингование по толщине зуба следующие: Лдуль, ММ..1 2 3 4 б 6 7 8 Припуск, мм 0,б5 0,06 0,07 0,08 0,09 0,10 0,11 0,12 Чрезмерный припуск на шевингование снижает точность, стойкость инструмента и увеличивает время шевингования. Число ходов стола зависит от величины снимаемого припуска, определяемого качеством предварительно обработанных колес и требуемой точности. Практически суммарное число ходов стола колеблется в пределах 6-10, из них 2-4 калибрующих хода без радиальной подачи, для улучшения качества. Величина радиальной подачи составляет 0,02-0,06 мм, причем на чистовую обработку предусматривают небольшие подачи, а на черновую - большие. Слишком большое число ходов ухудшает условия резания и может уменьшить стойкость инструмента. 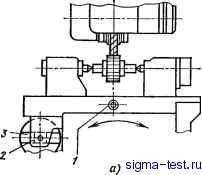  Рис. 114. Схема образования бочкообразной формы зуба: поворотный стол станка; б - бочкообразный зуб колеса: в - зуб шевера с продольной вогнутостью Получение бочкообразной формы зуба. При параллельном и диагональном шевинговании с углом диагонали до 60° бочкообразная форма зуба выполняется на шевршговальном станке посредством качания стола вокруг оси / (рис. 114, а) во время возвратно-поступательного хода. Сухарь 2, перемещаясь по направляющему пазу 5 копира, вызывает качание стола с обрабатываемым колесом, благодаря чему шевер у торцов зубьев опускается глубже, чем в середине венца, постепенно уменьшая толщину зуба от середины к торцам. Бочкообразность регулируется наклоном паза 3 копира. При диагональном с углом диагонали от 60 до 90°, тангенциальном и врезном шевинговании бочкообразная форма зуба (рис. 114, б) выполняется шевером, у которого зубья в продольном направлении имеют вогнутость (рис. 114, е). Величина бочко-образности зависит от условий работы передачи и обычно составляет на сторону 0,0075-0,015 мм на 25 мм длины зуба. У прямозубых колес бочкообразность выполняют обычно на одном колесе из пары, чаще всего на колесе, которое больше деформируется при термообработке. У косозубых колес и колес со сравнительно широки.ми венцами бочкообразную форму делают на обоих сопряженных колесах с величиной, равной половине вышеуказанной. Следует иметь в виду, что чрезмерная бочкообразность на зубьях так же вредна, как и ее отсутствие. При большой выпуклости нагрузка будет концентрироваться на малой площади в центре зуба и может явиться причиной усталостного разрушения зубьев. Инструмент для нарезания зубьев под шевингование. Нарезание зубьев под шевингование в большинстве случаев производят червячными фрезами или долбяками с модифицированной формой зубьев. Утолщение (усик) 3 (рис. 115) на головке зуба инструмента служит для подрезки профиля в ножке зуба обрабатываемого колеса 4 с тем, чтобы вершина зуба шевера свободно 7 Калашников с. и. 197
|
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


