

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Проектирование металлорежущих инструментов 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 [ 29 ] 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 Рис. 8.25. Профиль фрезы в осемж сечении: а - зубьев архимедовой червячной фре зы; 6 - витков эвольвентного исходного червяка С учетом этого уравнения (8.29) приводятся к виду H.j> = tgaH. лУ; и.п = -tga . n ;, (8.31) Задавшись у, значения лГи, лГи. п определяют из уравнений (8.29), Ордината УУх - Уг- Профиль зубьев фрезы определяется по расчетной высоте. Поэтому У1 -= R + Шп, У2 R - Шп. Тогда Ух - У2=- 2ш . Если в систему уравнений (8.30) подставить значения Яд. л и Р .п из системы (8.28), то после некоторого преобразования ctgaH. = ctga± ctgae.n = ctga=F-5, (8.32) где а - угол профиля исходного архимедова червяка в осевом сечении. Здесь верхние знаки справедливы для правозаходной фрезы, нижние - для левозаходной. Профиль зубьев в общем случае характеризуется не только своими углами, но высотой и кривизной. Для фрез стандартной конструкции, имеющих передний угол, равный нулю, рабочая высота профиля зубьев равна высоте профиля витков исходного червяка, которая для нормального некорригированного зацепления составляет 2т. Как видно из уравнений (8.31), для рассматриваемых фрез профиль зубьев является прямолинейным. Следовательно, кривизна профиля равна нулю. Поэтому профиль зубьев стандартных червячных фрез для некорригированного зацепления будет прежде всего определяться углами профиля и линейными параметрами. Угол профиля исходного архимедова червяка. Угол профиля должен быть таким, чтобы по своей точности архимедовы червячные фрезы как можно больше приближались к точности эвольвентных фрез. Из таэрии зубчатых зацеплений известно, что с эвольвентным зубчатым колесом геометрически точно зацепляются рейка, эвольвентное колесо и эвольвентный червяк. Архимедов червяк не обладает таким свойством. Поэтому и профилирование фрез на основе архимедова червяка относится к приближенному методу. Но их точность можно повысить, если архимедов червяк сделать эквивалентным эвольвент-178 ному червяку. Для этого угол профиля архимедова червяка надо принять таким, какой имеет угол профиля эвольвентный червяк в осевом сечении, т. е. должно быть выполнено условие ар = ав- Угол профиля эвольвентного червяка в осевой плоскости может быть найден способом хорд и способом касательных. Рассмотрим тот и другой способы. Уравнение правозаходного эвольвентного червяка следующее: A- = -(0±inva), (8.33) где inv а = tg а - а; а - угол зацепления. В осевом сечении угол 0 = 0, поэтому уравнение осевого сечения эвольвентного червяка =±-inva. (8.34) Здесь верхний знак справедлив для левой стороны витка, нижний - для правой. На рис. 8.25, б показан профиль осевого сечения эвольвентного червяка. Он получается криволинейным, выпуклым. Хорда проведена через точки Л и В, лежащие на расчетной высоте профиля, равной 2ш . Из рис. 8.25 видно, что Ха-Ч (8 35 tga3B=- Уа-УЬ Ординатами г/ и уь задаемся: Уа = г + т; уь = г - т. Тогда Уа -Уь = 2ш . Абсциссы Ха и Хь найдсм из уравнения (8.34): Подставив в уравнение (8.35) найденные значения, получим (i nv а - inv щ) (8 36) Так как Рд,.= tga3B=- cost tga3B = 2п.2тп inv а - invaft , (8.37) 4 cost здесь COS ttj, = Го1уа\ COS aj, = Гд/уь. Из отношения Я, = 2яГо tg То, учитывая, что Рх = . получим 2cos7tgT, - где cos Т(, = cos т cos а; а - угол зацепления, он известен. Таким образом, для более точных прецизионных червячных фрез в уравнениях (8.32) угол а исходного архимедова червяка должен быть равен углу профиля эвольвентного червяка в осевом сечении, который находится по уравнению (8.37). Способом касательных эта задача решается проще. На рис. 8.25 штриховой линией проведена касательная к кривой осевого сечения эвольвентного червяка через точку, лежащую на делительном диаметре. Угол между касательной и осью Y есть тоже угол аэф. Известно, что tga3B = tga /C0ST, (8.39) где cos а = cos tq/cos т; а - угол профиля эвольвентного червяка в нормальном сечении, равный углу профиля исходного контура (а = 20°); То - угол подъема винтовой линии на основном цилиндре эвольвентного червяка. Так же как и в предыдущем случае, арх - эн- Уравнения профиля эвольвентных и конволютных червячных фрез. Решая последовательно все рассмотренные задачи, получим уравнения для определения боковых затылованных поверхностей и профиля зубьев червячных фрез, в основу которых положен эволь вентный и конволютный червяки. Для правозаходных эвольвентных фрез уравнения боковых затылованных поверхностей следующие: х . л = Ри. лви + У/р ; Р; inv а,; X,. п = Р . пви--pSp Р inv а.. (8.40) Профиль зубьев в осевом сечении, когда угол 6и = О, запишется уравнениями Хп. л - Р +Рх и.п---я + р txmva. .Для левозаходных фрез в уравнениях (8.40) необходимо изменить знаки на обратные перед первым членом. Уравнения боковых затылованных поверхностей конволютных фрез следующие: хи.л=±р..лВи±р; -f р+р-; г,tg tgа; (з.42) х..п==±Р..иКЧР. р + р -° A-.tgatga,. Профиль зубьев этих фрез в осевом сечении определится сразу же из уравнений (8.42), если принять % = 0. Однако конволютные фрезы по осевому сечению обычно не профилируются. Их профиль определяются в нормальном сечении посередине впадины или витка на делительном диаметре фрезы. Для этого необходимо решить совместно уравнения (8.42) с уравнением плоскости, нормальной к винтовой линии. В уравнениях (8.42) верхние знаки относятся к правозаходным фрезам, нижние - к левозаходным. В уравнениях (8.40)-(8.42) Р, , Р.п - винтовые параметры левой и правой боковых затылованных поверхностей зубьев фрезы. Р.п=~; и.п = -%~;/к и Рх - параметры винтовой канавки и витков исходного червяка; - радиус направляющего цилиндра конволютного червяка; а - угол профиля витков исходного червяка. Для эвольвентных фрез inv = tg aj, - а, где cosa; = Для конволютных фрез cos а, =,здесь Го - радиус основного цилиндра эвольвентного червяка; р - текущий радиус-вектор точки, лежащей на рассматриваемой поверхности. В осевом сечении р = у, который изменяется от Rf до Р- Конволютные червячные фрезы по методу профилирования являются наименее точными. Они применяются для обработки зубчатых колес 9-й степени точности, поэтому нет необходимости находить точно профиль их зубьев. Он принимается прямолинейным и симметричным с углом профиля в нормальном сечении, равным углу зацепления а = 20°. Червячные фрезы можно делать с рациональной геометрией, имеющими необходимые передние углы резания. Они имеют более высокие режущие свойства. Профиль зубьев таких фрез существенно отличается от профиля зубьев стандартных червячных фрез с нулевым передним углом. Методика проектирования червячных фрез с рациональными геометрическими параметрами рассмотрена в [8]. Фрезы для нарезания червячных колес. Эти фрезы работают с радиальной или тангенциальной подачей. Ось фрезы устанавливается перпендикулярно к оси червячного колеса. Тангенциальный способ врезания менее производителен, чем радиальный, но позволяет более равномерно распределить нагрузку на большее число режущих зубьев, что приводит к более равномерному износу и повышению стойкости инструмента, а также к увеличению числа огибающих резов. Вследствие этого существенно повышается чистота обработанной поверхности. При проектировании фрезы и выборе направления подачи надо учитывать и возможности сборки червяка с колесом. Червячный редуктор может собираться с радиальным и тангенциальным вводом червяка. В зависимости от вида червяка радиальная сборка с колесом, нарезаемым тангенциальным способом, имеет ограничения. Для архимедова червяка должно быть соблюдено условие -I/ 2 2 tgcotgxi, (8.43) 181 где а - угол профиля архимедова червяка в осевом сечении; т - угол подъема винтовой линии на делительном цилиндре червяка; Го. г - наружный и делительный радиусы червяка. Для конволютного червяка угол а 10°. Эвольвентный червяк ие имеет этих ограничений при сборке. Фрезы для червячных колео в зависимости от модуля могут быть насадными сборными, насадными цельными и концевыми цельными, которые выполняются вместе с оправкой. Основные конструктивные параметры этих фрез определяются в принципе так же, как и червячных фрез для цилиндрических колес, за исключением диаметральных размеров. Делительный диаметр фрезы должен быть равен делительному диаметру червяка, зацепляющегося с данным червячным колесом. . Это вытекает из условия идентичности станочного зацепления при нарезании колеса фрезой и работы червяка в передаче. Поэтому D - d. Наружный диаметр фрезы Da ~ d + 2-0,Ът; здесь 0,2от идет как бы на образование радиального зазора и 0,1т - на уменьшение диаметра фрезы от переточки. Внутренний £>/ = df. Вследствие увеличения высоты головки зуба для переточки новой фрезы на 0,1т его толщина по делительному диаметру также увеличится на 0,03-0,06 мм для m = 1-r-lO мм. Это необходимо для утонения зуба колеса, чтобы образовать боковой зазор в передаче. Длина фрезы L = /i -)- Р, где 1 - проекция активной длины линии профилирования (зацепления) на ось фрезы; Р - осевой шаг зубьев фрезы. Длина фрезы с тангенциальной подачей L = 4 + 4- (3,5-ь4) Рх- Увеличение длины фрезы в этом случае необходимо для ее осевого перемещения в процессе нарезания зубьев червячного колеса. У червячных фрез с тангенциальной подачей входную сторону делают конической по наружному диаметру на длине, равной 2,5- 3 шагам. Это необходимо для лучшего врезания и уменьшения нагрузки на зубья, первыми вступающими в резание. Число зубьев у червячных фрез для червячных колес получается меньше, чем у фрез для цилиндрических колес, вследствие того, что у них меньше диаметр. Поэтому получается более ограниченное число огибающих резсж. Это вызывает большую огранку. У многозаходных фрез число огибающих резов уменьшается в зависимсжти от числа заходов. Б этом случае при радиальном врезании огранка профиля особенно возрастает. Величину огранки / (рис. 8.26) можно уменьшить до fx, если после каждого оборота колеса положение режущих кромок езы с-с не будет совпадать с их положением а-а или b-Ъ на предыдущих оборотах заготовки. Боковые режущие кромки будут работать не одними и теми же участками, а разными, более равномерно распределенными по всей их длине. У фрез, работающих с радиальной подачей, для этого необходимо, чтобы число зубьев колеса было не кратным числу зубьев фрезы и числу ее заходов. Число зубьев рекомендуется делать 2 > 12 для фрез класса точности I, 2и 10 для фрез класса точности II, 8 для фрез класса точности III, 2и 6 для фрс? клзсса точности IV. 182  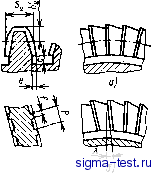 Рис. 8.2в. Огранка профиля зубьев колеса Рис. 8.27. Зубья червячного шевера Фрезы, работающие с тангенциальной подачей, имеют во много раз большее число огибающих резов. Поэтому, если передаточное отношение червячной пары целое, то число зубьев фрезы может быть любым с учетом их конструктивного и технологического исполнения. При дробном передаточном отношении число зубьев фрезы должно делиться на число заходов червяка или иметь с ним общий множитель. Профиль зубьев определяется так же, как и у фрез для цилтад-рических колес. Только здесь фреза должна обязательно профилироваться на базе того исходного червяка, который работает в передаче. Для обеспечения идентичности боковые поверхности витков червяка и зубьев фрезы шлифуются в одинаковых условиях. Для этого на боковых затылованных поверхностях зубьев фрезы у режущих кромок оставляется ленточка шириной 0,05-0,1 мм, лежащая на поверхности исходного червяка: Из технологических соображений шлифование производится коническим кругом. В результате действительные боковые поверхности червяков и ленточек фрезы будут нелинеичатыми. В единичном производстве червячных колес или в ремонтном деле применяются резцы летучки. Они представляют собой одно-зубую червячную фрезу. Нарезание колеса производится при тангенциальной подаче инструмента. Этот метод имеет весьма низкую производительность. Червячные шеверы применяют для чистовой обрабЬтки зубьев червячных колес. Шевер представляет собой червяк, на витках которого сделаны режущие зубья (рис. 8.27). Для средних модулей т = 2-~Ъ мм параметры режущих зубьев следующие. Толщина зуба 5и равна ширине впадины колеса или немного больше ее. Высота головки витков шевера A = /la + 0,1 мм, где - высота головки червяка. Ширина ленточек / = 0,1-;-0,3 мм. Ленточки лежат на винтовой поверхности исходного червяка, который зацепляется с данным колесом. Высота зубчиков е = 1,5ч-2 мм, шаг между ними Р =
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


