

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Проектирование металлорежущих инструментов 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 [ 37 ] 38 39 40 41 42 43 44 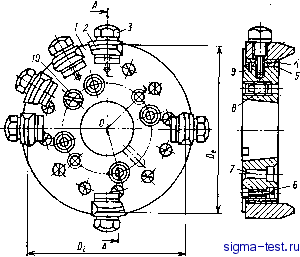 Рис. 9.12. Двустороиияя чистовая зуборезная праворежущая головка КОЙ 4 и клином 5, который перемещается винтом 6. Головка центрируется на шпинделе отверстием, имеющим конусность 1 : 24, и закрепляется к фланцу шпинделя четырьмя винтами, проходящими через отверстия 7. Для облегчения снятия головки со шпинделя станка предусмотрены два съемных винта 8. Для контроля правильности расположения резцов два из них (один наружный и один внутренний) являются базовыми и закрепляются наглухо штифтами 9, которые исключают регулировку (перемещение) клиньев 5 для этих резцов. В одном и том же корпусе могут устанавливаться различные комплекты резцов. Поэтому в корпус головки ввинчивается пробка 10, на наружном торце которой имеются маркировочные данные головки. Резцы опираются на передний торец корпуса выступом, который они имеют с задней стороны. Эти выступы воспринимают осевые силы резания и препятствуют осевому перемещению резцов. Зуборезные головки сборной конструкции имеют число резцов от 6 до 36 и более. На рис. 9.13 показаны некоторые конструктивные параметры чисттэвой двусторонней головки. Наружный резец 2 обрабатывает вогнутую сторону зубьев колеса, внутренний резец 2 - выпуклую сторону. Диаметры зуборезной головки. У зуборезных головок различают номинальный, образующие и производящие диаметры. Под номинальным диаметром Do понимаются диаметр условной окружности, проходящей посередине впадины между зубьями нарезаемого колеса. Номинальный диаметр зависит от длины образующей начального конуса колеса, угла наклона его зубьев, размеров зубьев (длины, высоты, модуля), формы зубьев и др. 22€ Для колес с равнопонижающейся формой зуба номинальный радиус головки ориентировочно можно определять по формуле (рис. 9.14) o = 2ib где длина образующей начального конуса в средней точке; Р - угол наклона зуба нарезаемого колеса в средней точке. Если угол Р = 45°, то Ro = 0,72/., и линия зуба приближается к архимедовой спирали. Центр номинального радиуса головки лежит на окружности.радиуса г, который равен длине полярной поднормали архимедовой кривой. Проекция точки Оц на линию ОР делит ее пополам. При р = 30° Ro = L. Для конических колес с равновысокими зубьями, как видно из рис. 9.15, номинальный радиус зуборезной головки Ro = L sin p. (9.8) В этом случае номинальный радиус головки равен радиусу кривизны эвольвенты окружности радиуса Го, на которой располагается центр зуборезной головки. Отсюда следует, что впадины равновы-соких зубьев образованы дугами концентричных окружностей и не имеют сужения. Для конических колес с углом наклона Р = 30° Ro = 0,5L. Радиус головки в 2 раза получается меньше, чем для колес с равно-понижающимися зубьями. С одной стороны, с уменьшением диаметра увеличивается про-лольная кривизна зубьев нарезаемого колеса и коэффициент перекрытия, повышается плавность зацепления. С другой стороны, с уменьшением диаметра головки уменьшается число резцов,больше возникает опасность подрезания ножки и заострения вершины зуба по длине. Поэтому зуборезные головки 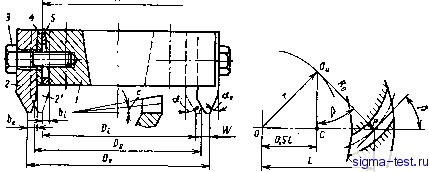 Рис. 9.13. Конструктивные параметры зуборезной головки: Dj, - номинальный диаметр головки; - наружный образующий диаметр головки; - внутреинргй образующий диаметр головки; К -. базовый размер корпуса под резцы; W - развод резцса; Ь, - базовые расстояния наружного и виутревиего резцов; а,, - углы профиля наружного и ввутрениего резцов. Номера позиций те же, что и ва рис. 9.12 Рис. 9.14. Круговая линия равнопонижающегося зуба, приближающаяся к архимедовой спирали 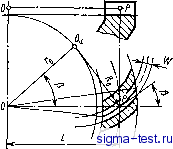 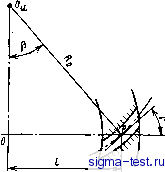 Рис. 9.15. К определению номинального радиуса головки для колес с равновысокими зубьямн Рис. 9.16. Круговая лииия равнопонижающегося зуба, приближающегося к логарифмической спирали для нарезания колес с равновысокими зубьями рекомендуется применять для передач больших размеров сдлиной образующей L >300 мм. Круговые линии зуба, приближающиеся к архимедовой или эвольвентной спирали, имеют переменную продольную кривизну. Если требуется нарезать колеса с равнопонижающимися зубьями и с постоянным продольным углом их наклона, то номинальный радиус зуборезной головки определяется по уравнению (рис. 9.16) Ro = L/sin p. (9.9) Для угла р = 30° Ro = 2L. В этом случае линия зуба приближается к логарифмической спирали, и радиус головки получается слишком большим. Можно рекомендовать такие головки для нарезания колес с небольшими размерами. В метрической системе номинальный ряд диаметров зуборезных головок имеет 18 размеров от 20 до 1000 мм. В промышленности еще применяют головки в дюймовой системе. Они имеют 14 номинальных диаметров; 1 - 9 4-11, 5 ; 6 ; 7 9, 12 , 2 * у 2 16 , 18 , 21 . Эти размеры головок нарезают весь диапазон зубчатых колес о нормальным модулем 0,8-25 мм и наибольшей высотой зуба 3-70 мм. Зуборезные головки в метрической системе диаметром 20- 80 мм делают насадными цельными, у них резцы выполнены вместе с корпусом. Причем головки диаметром до 60 мм имеют четыре резца, а диаметром 80 мм - восемь резцов. Головки диаметром 1Я 100 до 1000 мм изготовляют насадными сборными со вставными резцами. Зуборезные головки диаметром до 60 мм применяют для нарезания зубьев мелкого модуля. Остальные размеры - для средних и крупных модулей. В дюймовой системе цельными делают головки с номинальным диаметром от до 2 , имеющие от двух до четырех резцов. Образующими называют диаметры, отнесенные к вершинам режущих кромок резцов. Образующие диаметры и Di головок, для которых развод резцов располагается симметрично относительно номинального диаметра Do, определяются по формулам D, = Do-f W; Di =Do- W. . (9.10) Односторонние головки не имеют разводов W резцов. Поэтому они различаются только по размеру образующего диаметра, определяющегося из формул D, = 2 (Ro + AR); D, == 2 (Ро - ДР), (9.11) где AR - поправка на радиус, обусловленная наладочными установками станка. Производящими называют диаметры зуборезных головок, отно- . сящиеся к точкам ре>кущих кромок, которые профилируют зубья колеса по образующей начального конуса в средней точке. Эти диаметры нужно знать для определения сопряжения нарезаемых колео по начальным конусам, что является необходимым условием правильности зацепления. Производящие диаметры для наружных резцов D; = D, +2ft/tga (9.12) для внутренних резцов D; = D,-2ft/tga,-, (9.13) где hf - высота ножки зуба нарезаемого колеса; а, а; - углы профиля наружного и внутреннего резцов. Число резцов зависит от диаметра головки и способа их крепления. Необходимо стремиться к тому, чтобы число резцов в головке было по возможности небольшим. Это способствует повышению производительности, стойкости инструмента и снижению шероховатости поверхности. OpjHeHTHpoB04Ho для чистовых односторонних головок Za 0,7- 0,8 у Do при Do = 100-200 мм и z l-l,2 /Do для Do > > 200 мм. Для каждого ряда двусторонних чистовых головок число зубьев принимается в 2 раза меньше, чем для односторонних. Для черновых двусторонних головок число резцов в каждом ряду г =г (0,05ч-0,04) Do- В табл. 9.1 приведено число резцов для различных зуборезных головок. При работе односторонними головками сила резания все время будет направлена в одну сторону, натяг системы всегда будет также направлен в одну сторону, что исключает возникновение вибраций. В целях повышения точности зубчатых колес при их чистовом нарезании односторонними головками необходимо, чтобы одновременно в контакте с заготовкой находился один резец. Тогда число резцов в головке 2 <: где b - ширина венца зубьев колеса или шестерни. В этом случае уменьшается сила резания и повышается относительная жесткость технологической системы. Вместе с тем это усло- 9.J. Число резцов зуборезных головок Номинальный диаметр головки О , мм
вне во многих случаях требует уменьшения числа резцов чистовых головок что нежелательно. Поэтому при достаточно жесткой системе СПИД или станка одновременно в работе могут находиться два резца. При этом условии вся система будет находиться в упругонапряжен-ном, как бы подпружиненном, состоянии, что благоприятно отразится на повышении точности нарезаемых колес. При работе двусторонними головками число резцов должно быть таким, чтобы в каждый момент времени одновременно участвовали два резца - наружный и внутренний. Тогда силы резания будут как бы уравновешиваться, их колебания будут меньше, чем при работе только одного резца, в результате относительно повышается устойчивость всей технологической системы. Углы профиля, система номеров резцов. Для правильного зацепления сопряженных конических колес с круговыми зубьями необходимо иметь равенство углов зацепления и углов наклона зубьев в средних точках для обоих колес. 3 этом случае боковые поверхности зубьев будут соприкасаться по средним точкам, которые лежат на образующих начальных конусов посередине ширины зуба; пятно контакта будет располагаться симметрично не только поперек, но и вдоль образующих начальных конусов. Для обеспечения этого в процессе нарезания зубьев образующие начального конуса сопряженных колес должны быть расположены в плоскости, перпендикулярной к оси вращения люльки. Вершины резцов зуборезной головки в процессе резания должны находиться под углом 90° -Ь е к оси вращения люльки. Производящее колесо получается плоским, угол профиля которого является постоянным, равным углу зацепления нарезаемых колес с равнопонижающимисй зубьями. В этом случае зуборезный станок должен допускать наклон инструментального шпинделя для правильной установки зуборезной голотки в каждом отдельном случае в зависимости от угла ножек 230 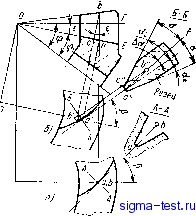 Рис. 9.17. Определение углов профиля зуборезной головки: Q - кривая зуба колеса в сечении боковой по-верхкости зуба начальным конусом; б - сечение боковой поверхности зуба поверхностью виу-треииего конуса зубьев того и Другого нарезаемого колеса. Конструкция станка получается, сложной и недостаточно жест- кой. Такой способ и станки для нарезания колес оправдывают себя в основном в мелкосерийном и единичном производстве. В массовом и крупносерийном производстве в настоящее время в основном применяют станки и методы нарезания колес, в основе которых лежит плосковершинное производящее колесо, образующая начального конуса которого наклонена к оси вращения люльки под углом 90°-е. В этом случае ось зуборезной головки будет параллельна осн люльки, а вершины резцов будут лежать в плоскости, перпендикулярной оси люльки. Резцы головки устанавливают так, что их режущие кромки перпендикулярны образующей не начального, а внутреннего конуса нарезаемого колеса. В результате такой установки резцов, для более правильного нарезания зубьев сопряженных колес теоретически их режущие кромки должны быть криволинейными, выпуклыми,и для вогнутой и выпуклой стороны зуба одного и того же колеса углы профиля резцов должны быть разными. Вследствие незначительной погрешности криволинейная режущая кромка резца заменяется прямолинейной. Углы же профиля для наружного и внутреннего резцов значительно отличаются, поэтому онн должны быть приняты расчетными. Замена выпуклой режущей кромки на прямолинейную не ухудшает, а, наоборот, в принципе улучшает зацепление сопряженных колес, так как в этом случае несколько подрезается ножка и срезается вершина зубьев колеса. Этим обеспечивается локальный контакт в средней зоне, и зубья менее склонны к заклиниванию в зацеплении. На рис. 9.17 показана схема для определения углов профиля резцов зуборезной головки, устанавливаемой как плосковершвнное производящее колесо. Угол зацепления сопряженных колес относится к начальному конусу. Поэтому в сечении А-А, соответствующему сечению аЬ верхней проекции, впадина между зубьями должна быть симметричной относительно оси аЬ и иметь одинаковые углы профиля а. Но тогда в сечении be, перпендикулярном образующей внутреннего конуса, впадина будет асимметричной. Резцы, устанавливаемые по дну впадины, в сечении Б-Б будут также асимметричны относительно оси а -/. Углы профиля правой и левой стороны резца будут разные. Наружный резец, нарезающий вогнутую сторону зуба заготовки, будет иметь угол профиля а, а внутренний резец, нарезающий выпуклую сторону зуба, - угол профиля а.
|
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


