

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Деформация металла 1 2 3 4 5 6 7 8 [ 9 ] 10 11 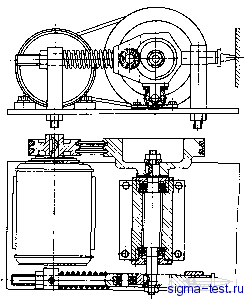 Рис. XI 1.22. Чеканочное пружинно-кулачковое приспособление   Рис. XII.23. Схема чеканочного приспособления типа ЧМ-3 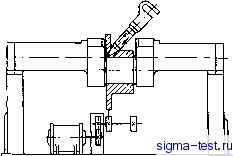 Рис. XI 1.24. Кинематическая схема чеканочного приспособления для внестаночного упрочнения галтелей прямых и коленчатых валов чеканке. Это означает, что для галтелей с большими радиусами оптимальные режимы упрочнения получаются при перемещении бойка вдоль образующей галтели. Небольшая разница в эффективности упрочнени двух- и трехканавочной чеканкой позволяет сделать вывод, что нет необходимости проводить упрочнение галтелей по всей их поверхности. Для достижения оптимальной шероховатости поверхности после чеканк следует предусмотреть механическую обработку на глубину до 0,5 мм или заглаживающие проходы по галтелям бойками увеличенных радиусов. Чеканочное приспособление с механичес- КИМ приводом (рис. ХП 22) устанавливает- ся на обычных металлорежущих станках или специализированных, предназначенных: для упрочнения определенных деталей. Так на НКМЗ для механизации процесса упрочнения пластин разных конструкций был изготовлены и успешно использованы специализированные четырехшпиндельные чеканочные приспособления. Для создания наклепанного слоя глубиной до 35 мм ЦНИИтмаш разработал и внедрил пневматические чеканочные приспособления ЧМ-1 ЧМ-2 и ЧМ-3 с энергией удара соответственно 3; 3,4 и 4,5 кгс-м. Во время работы приспособление крепится в резцедержателе токарного станка. Чеканочные приспособления серии ЧМ-3-(рис. ХП.23) изготовлены на основе пневматических молотков РМ-6, СМ-3 и МО-10 и отличаются энергией удара Приспособление для внестаночного упрочнения галтелей особо крупных прямых и коленчатых валов (рис. ХП.24) крепится на шейке вала и состоит из разъемной стальной муфты две половины которой скреплены болтами. К одной из половин муфты приварен шарнирный кронштейн, в котором под угло\р 45 * укреплен корпус пневматического молотка со сферическим бойком, имеющил* радиус, равный или близкий к радиусу обрабатываемой галтели. Во время обработ КИ детали муфта медленно вращается, боек пневматического молотка наносит частые последовательные удары по галтели вала. На УЗТМ процесс чеканки галтелей применяется для упрочнения цилиндров тяжелых гидравлических прессов. Рабочий цилиндр пресса представляет собой массивную деталь, работающую в условиях циклической нагрузки. Цикличность, вызываемая характером работы пресса, нередка приводит к усталостным перегрузкам и даже к разрушению цилиндров во время эксплуатации. Опасной в смысле возможного начала разрушения является зона галтелей у борта, служащего для крепления цилиндра в прессе. Концентрация напряжений в. переходном сечении остается высокой, несмотря на предельно большой, допускаемый конструкцией, радиус и тщательную обработку поверхности галтели. Диаметр цилиндра 2525 мм, масса 50 000 кг. На рис. ХП.25 показано устройство для упрочнения галтелей цилиндров. Оно собрано на плите и крепится болтами на верхних салазках суппорта крупного токарного станка. Верхняя поворотная плита несег 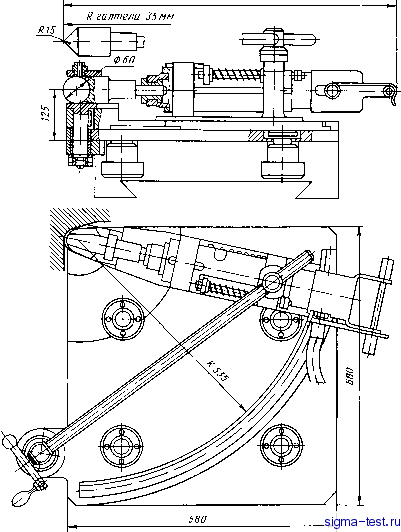 Рис XII 25 Устройство для чеканки галтелей цилиндров м, 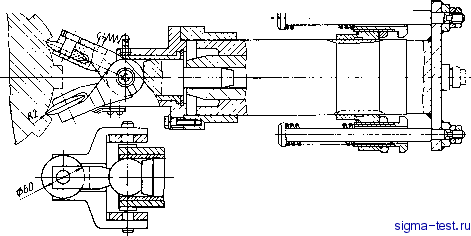 Рис XII 26 Приспособление для упрочнения шлицевых валов чеканкой пневмоударник, закрепленный в гильзе. Под действием пружин гильза с пневмоударни-ком постоянно поджимается в направляющих стойки к обрабатываемой поверхности, что обеспечивает максимальную отдачу энергии удара. Боек цельной конструкции или с переходным шариком располагается в направляющей стойке. Применение шарика позволяет увеличить стойкость бойков за счет уменьшения износа их рабочей поверхности. Для уменьшения нагрева бойка в зону контакта его с направляющей принудительно подают смазку. Нижний хвостовик направляющей служит осью поворота верхней плиты. Боек для подачи по образующей упрочняемой галтели поворачивается вручную винтом с рукояткой. Угол поворота фиксируется на шкале, одно деление которой соответствует повороту бойка на 0,3 мм. Во время работы пневмоударник соединяется с сетью сжатого воздуха шлангом. При настройке приспособления сжатие пружины регулируется так, чтобы сила прижима пневмоударника к обрабатываемой поверхности составляла 30- 50 кгс. Цилиндры упрочняют на токарном станке с высотой центров 1500 мм. Приспособление устанавливают на заднем суппорте станка. Резцом, закрепленным в резцедержателе переднего суппорта, обтачивается галтель. После обтачивания приспособление для чеканки с бойком, имеющим радиус кривизны 15 мм, подводится к обрабатываемой поверхности до совмещения оси поворота пневмоуд арника с центром кривизны галтели. Цилиндру сообщается вращение с частотой 0,2 мин- и происходит упрочнение криволинейной поверхности галтели. Круговая подача на один удар составляет при этом 1,5 мм. По окончании каждого оборота цилиндра ударник поворачивается на 10 делений шкалы, что соответствует подаче бойка на 3 мм по дуге галтели. После того как ударник примет положение, перпендикулярное к конической переходной поверхности, боек заменяют. Устанавливают шарик с радиусом 30 мм и включают продольную подачу суппорта 3 мм/об. Одновременно с продольным перемещением по мере уменьшения диаметра обрабатываемой поверхности суппорт с приспособлением подают в поперечном направлении вручную. Мерой поперечной подачи служит постоянство длины пружин прижима пневмоударника. Затем упрочняют торцовую пригалтельную поверхность бурта. Для этого приспособление возвращается в исходное положение, пневмоударник разворачивается перпендикулярно торцу и получает поперечную подачу 3 мм/об. За счет чеканки галтелей долговечность цилиндров тяжелых гидравлических прессов повышается в 3-4 раза. Поэтому операция чеканки галтелей введена в технологию и является обязательной при изготовлении цилиндров крупных прессов, выпускаемых УЗТМ. Для упрочнения чеканкой шлицевых валов на УЗТМ используют устройство, показанное на рис. ХП.26. При подводе к уп- се 5 5 =S О) m S> м а ffl s е я к g к н aj g <у g а Р § 1 со со W Р.>1 О.   СЗ со S ХО ч <uoo 5 8 S Jill т (1> 1 X X й й Й g xS sss s 6 d4 о So w ill lis S cl9. и о a ca о о о TO S 
|
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


